喷砂抛丸后的喷漆处理工艺:
为了充分发挥涂料对底材的保护、装饰作用,底材的表面质量直接影响到涂装工程质量。实践证明,大部分的深层缺陷都来自于不良的表面处理,任何涂料在处理不良表面上都无法发挥其最佳性能,在氧化皮、锈蚀、油污表面涂漆,无论是时间上还是金钱上,都是级大的浪费,高等级的表面处理质量将会延长涂料的使用寿命。
钢材料进入工厂后,在加工前对钢材的原材料先进行处理,除去表面的氧化皮和锈蚀,达到除锈标准后涂上临时保护底漆,以确保钢材在加工制造构件过程中不会继续被腐蚀,这一阶段钢板处理我们称之为钢材的表面预处理,其优点是施工方便、保证涂装质量、节约人力财力、缩短后期涂装工程的施工周期。
另一阶段处理则是在钢材加工成工件后合拢成整体时,要进行涂装所作的钢材表面处理,称为二次除锈,但是一般不采用此种方法。
在国内造船。集装箱、大型机械行业中,一般用钢材预处理的方法有抛射磨料处理、喷射磨料处理和酸洗处理三种方式,其中要获得高效率、高质量的自动流水作业,目前只有抛丸和喷丸处理。
抛丸处理是利用抛丸机叶轮在告诉旋转时所产生的离心力将磨料以很高的速度射向待的钢材表面,产生打击和磨削作用,以去除氧化皮和铁锈,主钢铁表面露出金属本色并呈现一定的粗糙度,有种说涂料的沾附。
抛丸预处理流水线,总体上有两种类型;一是钢板预处理流水线,另一种则是型钢预处理流水线,两者的工作原理都是一致的,现在造船厂、集装箱、大型港机厂采用第一种方法,一般性钢结构厂采用第二种方法,两种方法目的一致都是为了保证涂装质量。
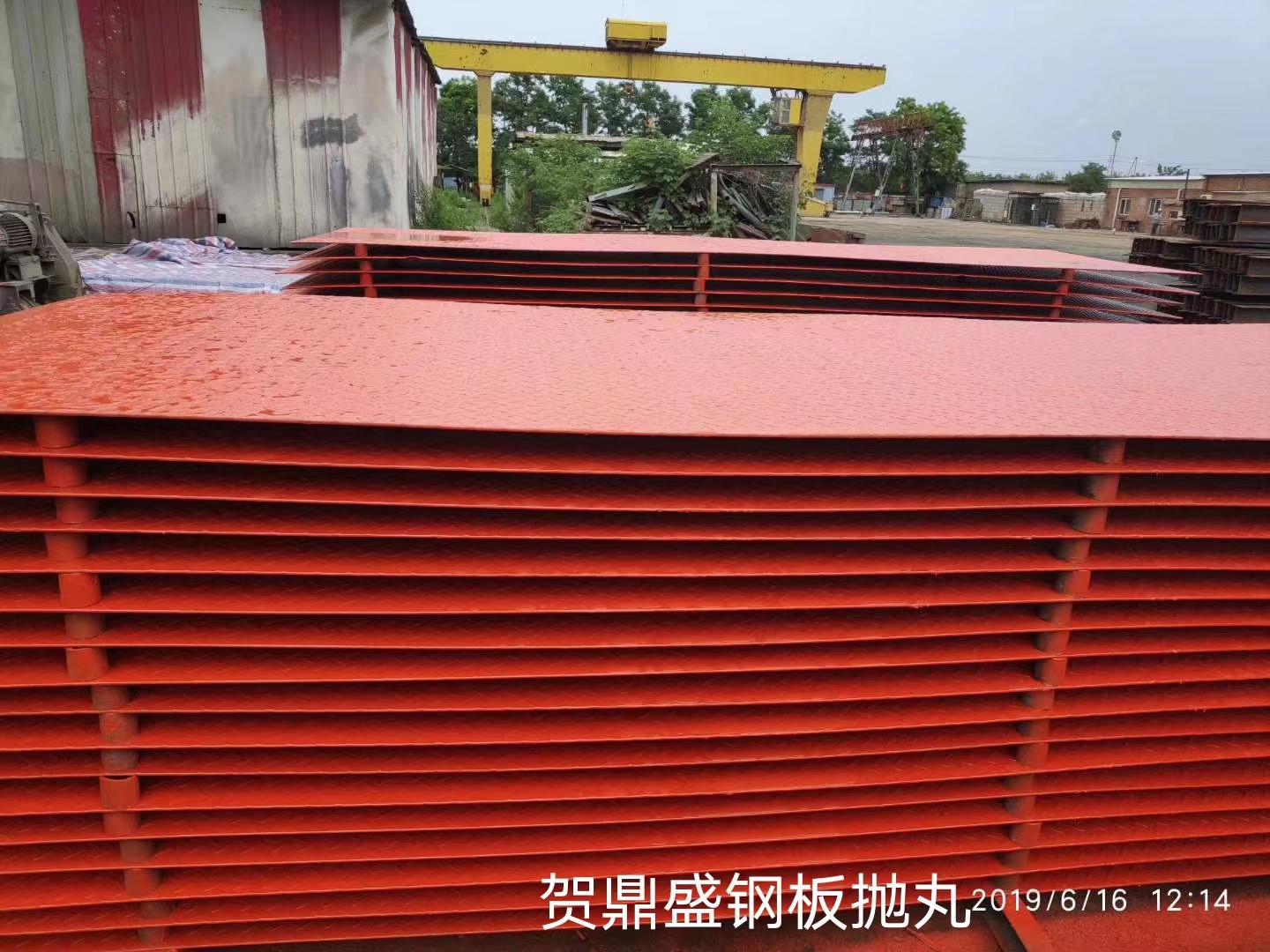
经抛丸处理后的钢材表面需要立即喷底漆;
1、喷涂设备为国产9度高压无气喷漆泵,压力比为1:32;
2、喷嘴一般为19~350、19~400、17~350、17~400左右;
3、喷涂时搅拌机不停地缓慢搅拌直致用完为止;
4、喷枪和钢板之间距离通常为300mm左右,下喷枪距离应略小于上喷枪的距离。
6、油漆喷覆为50%。







